平面磨床")
浙江安吉圓磨機(jī)械科技股份有限公司
聯(lián)系人:楊先生 17816778875
聯(lián)系人:徐經(jīng)理 15158155576
博望辦事處:楊經(jīng)理 13913385062
電話:0572-5903781
網(wǎng)址:tosa-word.com
地址:安吉縣溪龍鄉(xiāng)涼亭崗306省道旁邊
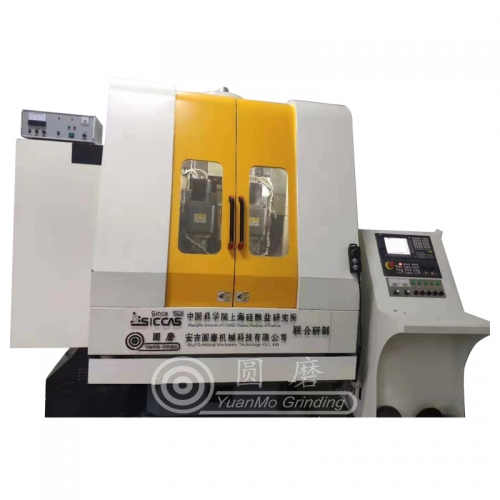
平面磨床適用于小型號(hào)軸承內(nèi)、外套圈的兩平行端面磨削,,也可用于活塞環(huán),、氣門座、閥片及其他圓形和異形工件磨削加工,。機(jī)床結(jié)構(gòu)為臥式布局,,磨頭進(jìn)退導(dǎo)軌采用交叉滾子導(dǎo)軌,剛性好,、精度高,、使用壽命長、維修方便,。
那么我們在安裝前需要做哪些準(zhǔn)備工作呢,?下面就一起來看看吧!
1,、墊彈性墊片裝夾方式
平面磨床上磨削上述薄片工件時(shí),,采用彈性夾緊機(jī)構(gòu),使薄片工件在自由狀態(tài)下實(shí)現(xiàn)定位與夾緊,。在工件與磁性工作臺(tái)之間墊一層0.5mm厚的橡膠,,當(dāng)工件受磁性吸引力作用時(shí),橡膠被壓縮,,彈性變形變小,,從而可磨削出工件的平直平面。反復(fù)磨削幾次,,可滿足加工精度要求,。
2、用臨時(shí)措施加強(qiáng)薄片工件的剛性
采用環(huán)氧樹脂結(jié)合劑,,將薄片工件在自由狀態(tài)下粘到一塊平板上,。平板連同薄片一起放到磁力吸盤上。磨平薄片一端平面后,,再將薄片工件從平板上取下來,,以磨平的一面放到磁力吸盤上,再磨削薄片工件的另一端平面,。由于環(huán)氧樹脂在未硬化之前有流動(dòng)性,,它可以填平薄片工件與平板之間的間隙,。當(dāng)環(huán)氧樹脂硬化后,工件與平板粘結(jié)在一起,,成為一個(gè)整體,,從而大大增強(qiáng)了工件的剛性。在磁力吸引下,,薄片工件不會(huì)產(chǎn)生夾緊變形,,為磨削出平直平面創(chuàng)造了條件。也可用厚油脂代替環(huán)氧樹脂填充薄片工件與磁力吸盤之間的間隙,,增強(qiáng)工件的剛性,,同樣可以收到良好的效果。
3,、真空裝夾方式
利用大氣的壓力裝夾薄片工件來進(jìn)行磨削加工,。其工作原理為:夾具體上設(shè)有橡膠密封圈,把薄片工件放在橡膠密封圈上,,從而使工件與夾具體之間形成密封腔,。用真空泵將室內(nèi)空氣從抽氣孔抽出,這時(shí)工件被夾緊,。由于夾緊力小,,可采用圓周磨削方法進(jìn)行磨削加工。當(dāng)磨削好薄片工件一端平面后,,磨削薄片工件另一端平面時(shí),,可采用上述方式進(jìn)行,同樣可得到滿意的結(jié)果,。
在很多的工業(yè)生產(chǎn)當(dāng)中,,都會(huì)有一些的隱患,所以很多的時(shí)候,,需要我們在工作的時(shí)候注意,。

平面磨床,立式圓臺(tái)平面磨床")
網(wǎng)站二維碼
| 地址:安吉縣溪龍鄉(xiāng)涼亭崗306省道旁邊 | |
| 郵箱:[email protected] | |
| [email protected] | |
| 電話:17816778875、15158155576 | |
| 網(wǎng)址:tosa-word.com |