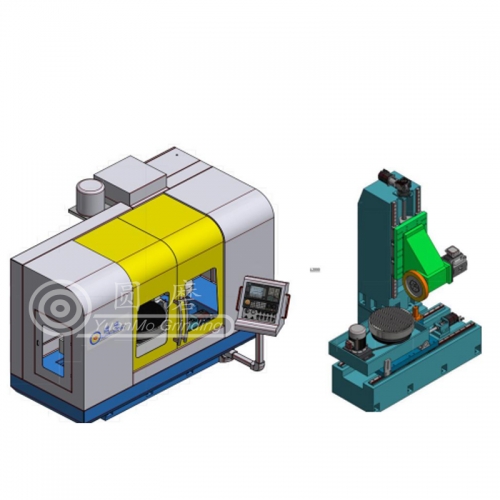
平面磨床")
浙江安吉圓磨機(jī)械科技股份有限公司
聯(lián)系人:楊先生 17816778875
聯(lián)系人:徐經(jīng)理 15158155576
博望辦事處:楊經(jīng)理 13913385062
電話:0572-5903781
網(wǎng)址:tosa-word.com
地址:安吉縣溪龍鄉(xiāng)涼亭崗306省道旁邊
磨床的磨削方式可分為外圓磨削、內(nèi)圓磨削,、無(wú)心磨削、平面磨削,、成型磨削,、齒輪磨削、螺紋磨削,、工具磨削,、普通車床曲面磨削等。與之相應(yīng)的數(shù)控磨削方法隨著數(shù)控技術(shù)的發(fā)展在磨削加工中越來(lái)越占有重要的地位,。數(shù)控磨床能加工在普通磨床上不能加工的一些零件(如曲線的軸類零件,,有三個(gè)以上坐標(biāo)要求的異型零件、模具等),,因此它適應(yīng)的加工零件范圍廣,。為了發(fā)揮數(shù)控磨床的經(jīng)濟(jì)效益,可以優(yōu)先考慮以下加工對(duì)象,。
使用數(shù)控磨床的工序的準(zhǔn)備工時(shí)占有較高的比例,。如工藝分析準(zhǔn)備、編制程序,、零件調(diào)整試切等,,這些綜合工時(shí)的總和往往是零件單件加工工時(shí)的幾十倍到上百倍,但這些車床工作內(nèi)容都可以保存起來(lái)反復(fù)使用,所以一種零件在數(shù)控磨床上試制成功再重復(fù)投產(chǎn)時(shí),,生產(chǎn)周期大大減少,,花費(fèi)也少,能取得好的經(jīng)濟(jì)效益,。
在一些數(shù)控加工作業(yè)中難免會(huì)遇到一些難題,,如磨床在加工工件時(shí)表面有螺旋線,我們?cè)谔幚頃r(shí)應(yīng)注意些什么呢,?
采用工具測(cè)量主軸平行度如超差應(yīng)調(diào)整,,生產(chǎn)中采用試切法驗(yàn)證平行度誤差。磨削一根直徑與長(zhǎng)度比適中的外圓,,使錐度達(dá)到小值,,精磨時(shí)應(yīng)細(xì)修砂輪,在外圓一端或兩端涂上一層薄薄的紅印油,,寬度與砂輪寬度相仿,,然后進(jìn)入切入磨微量進(jìn)給,直至砂輪剛接觸涂色區(qū),,擦去一層涂色痕跡,,若砂輪寬度全部擦去痕跡表明砂輪母線與工件母線平行良好;若接觸右邊局部部分表明主軸呈低頭,,若左邊接觸則主軸呈抬頭,。動(dòng)態(tài)測(cè)量比靜態(tài)好效果好。誤差方向確定后,,且可用墊片測(cè)定修刮量,。可以修刮砂輪架滑鞍結(jié)合面或墊板底面,,如果修整主軸平行度有困難,,可以修整金鋼鉆座,使金鋼鉆修正中與砂輪中心一致,,可減小由于砂輪主軸不平行而引起的砂輪表面修成雙曲線,。
磨削進(jìn)給量應(yīng)選擇與工件余量保持合適,特別應(yīng)控制粗磨時(shí)的工件余量,,否則過(guò)大而引起的暗藏的螺旋線就在精磨時(shí)顯示出來(lái),,因此,磨削過(guò)程中須逐級(jí)提高表面品質(zhì),,保持經(jīng)常修整砂輪防止螺旋線的產(chǎn)生而不消失,。
控平面磨床.jpg")
平面磨床,立式圓臺(tái)平面磨床")
網(wǎng)站二維碼
| 地址:安吉縣溪龍鄉(xiāng)涼亭崗306省道旁邊 | |
| 郵箱:[email protected] | |
| [email protected] | |
| 電話:17816778875,、15158155576 | |
| 網(wǎng)址:tosa-word.com |